
–£ –≤–∞—Å –≤—Å–µ –µ—â–µ –æ—Å—Ç–∞—é—Ç—Å—è —Å–æ–º–Ω–µ–Ω–∏—è –≤ –Ω–∞–¥–µ–∂–Ω–æ—Å—Ç–∏ –Ω–æ–≤–æ–≥–æ –∞–≤—Ç–æ–º–æ–±–∏–ª—è –ì–∞–∑–µ–ª—å? –°–∞–º–æ–µ –≤—Ä–µ–º—è –≤–æ—Å–ø–æ–ª—å–∑–æ–≤–∞—Ç—å—Å—è –ø—Ä–æ–≥—Ä–∞–º–º–æ–π
TEST-TRU–°K, –≤–∑—è–≤ –∞–≤—Ç–æ–º–æ–±–∏–ª—å –≤ —Ç–µ—Å—Ç–æ–≤—É—é —ç–∫—Å–ø–ª—É–∞—Ç–∞—Ü–∏—é –Ω–∞ —Å—Ä–æ–∫ –æ—Ç 2 –¥–æ 10 –¥–Ω–µ–π –∏ –ø—Ä–æ–≤–µ—Ä–∏–≤ –µ–≥–æ –≤ –¥–µ–ª–µ!
–≠–≤–æ–ª—é—Ü–∏—è —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏–π:
–Ω–æ–≤–æ–µ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ - –Ω–æ–≤—ã–π –∞–≤—Ç–æ–º–æ–±–∏–ª—å
–Ω–æ–≤–æ–µ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ - –Ω–æ–≤—ã–π –∞–≤—Ç–æ–º–æ–±–∏–ª—å
-
17 –º–ª—Ä–¥ —Ä—É–±.–∏–Ω–≤–µ—Å—Ç–∏—Ü–∏–∏ –≤ —Å–æ–∑–¥–∞–Ω–∏–µ –∏ –æ—Ä–≥–∞–Ω–∏–∑–∞—Ü–∏—é –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π –ø–æ–∫–æ–ª–µ–Ω–∏—è NEXT
-
600 –≥–µ–∫—Ç–∞—Ä–æ–≤–æ–±—â–∞—è –ø–ª–æ—â–∞–¥—å —Å–æ–≤—Ä–µ–º–µ–Ω–Ω—ã—Ö –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ø–ª–æ—â–∞–¥–µ–π
-
583–ø—Ä–æ–º—ã—à–ª–µ–Ω–Ω—ã—Ö —Äo–±–æ—Ç–∞
Горьковский автозавод сегодня — это современное высокотехнологичное предприятие с высоким уровнем автоматизации. В составе предприятия — более двух десятков производств. Самые важные из них: автокомпонентное производство; металлургическое, литейное и прессово-рамное производства; кузнечный и инструментальный цеха, цеха сварки кабин и кузовов, несколько окрасочных комплексов и сборочные конвейеры.
–ü—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã–µ –º–æ—â–Ω–æ—Å—Ç–∏ –ì–æ—Ä—å–∫–æ–≤—Å–∫–æ–≥–æ –∞–≤—Ç–æ–∑–∞–≤–æ–¥–∞ –ø–æ—Å—Ç–æ—è–Ω–Ω–æ –º–æ–¥–µ—Ä–Ω–∏–∑–∏—Ä—É—é—Ç—Å—è. –¢–æ–ª—å–∫–æ –∑–∞ 4 –ø–æ—Å–ª–µ–¥–Ω–∏—Ö –≥–æ–¥–∞, –≤ —Ä–∞–º–∫–∞—Ö –∑–∞–ø—É—Å–∫–∞ –≤ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π –ø–æ–∫–æ–ª–µ–Ω–∏—è NEXT –Ω–∞ –ø—Ä–µ–¥–ø—Ä–∏—è—Ç–∏–∏ –±—ã–ª–∏ —Å–æ–∑–¥–∞–Ω—ã:
–ü—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã–µ –º–æ—â–Ω–æ—Å—Ç–∏ –ì–æ—Ä—å–∫–æ–≤—Å–∫–æ–≥–æ –∞–≤—Ç–æ–∑–∞–≤–æ–¥–∞ –ø–æ—Å—Ç–æ—è–Ω–Ω–æ –º–æ–¥–µ—Ä–Ω–∏–∑–∏—Ä—É—é—Ç—Å—è. –¢–æ–ª—å–∫–æ –∑–∞ 4 –ø–æ—Å–ª–µ–¥–Ω–∏—Ö –≥–æ–¥–∞, –≤ —Ä–∞–º–∫–∞—Ö –∑–∞–ø—É—Å–∫–∞ –≤ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π –ø–æ–∫–æ–ª–µ–Ω–∏—è NEXT –Ω–∞ –ø—Ä–µ–¥–ø—Ä–∏—è—Ç–∏–∏ –±—ã–ª–∏ —Å–æ–∑–¥–∞–Ω—ã:
- • линия по производству независимой передней подвески для лёгких коммерческих автомобилей
- • цех автоматизированной штамповки лицевых панелей класса А
- ‚Ä¢ —Å–∞–º—ã–π –≤—ã—Å–æ–∫–æ—Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–Ω—ã–π –≤ –Ý–æ—Å—Å–∏–∏ –æ–∫—Ä–∞—Å–æ—á–Ω—ã–π –∫–æ–º–ø–ª–µ–∫—Å
- • новые линии сварки кабин и кузовов с уровнем автоматизации 85%


–°–∞–º—ã–π –≤—ã—Å–æ–∫–æ—Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–Ω—ã–π –≤ –Ý–æ—Å—Å–∏–∏ –æ–∫—Ä–∞—Å–æ—á–Ω—ã–π –∫–æ–º–ø–ª–µ–∫—Å Eisenmann

–ü—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—å–Ω–æ—Å—Ç—å - 520 –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π –≤ –æ–¥–Ω—É —Å–º–µ–Ω—É
–ß–µ—Ç—ã—Ä–µ –±–∞–∑–æ–≤—ã—Ö –ø—Ä–∏–Ω—Ü–∏–ø–∞
–ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω–æ–π —Å–∏—Å—Ç–µ–º—ã –ì–∞–∑–µ–ª—å
–î—É–º–∞–π –æ –∑–∞–∫–∞–∑—á–∏–∫–µ
–ü–æ–¥ –∑–∞–∫–∞–∑—á–∏–∫–æ–º –ø–æ–¥—Ä–∞–∑—É–º–µ–≤–∞–µ—Ç—Å—è –Ω–µ —Ç–æ–ª—å–∫–æ –∫–æ–Ω–µ—á–Ω—ã–π –ø–æ—Ç—Ä–µ–±–∏—Ç–µ–ª—å, –Ω–æ –∏ –≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏–π –∑–∞–∫–∞–∑—á–∏–∫ (—É—á–∞—Å—Ç–æ–∫, —Ü–µ—Ö, –≤ –∫–æ—Ç–æ—Ä—ã–π –ø–æ—Å—Ç—É–ø–∞–µ—Ç –ø—Ä–æ–¥—É–∫—Ü–∏—è –¥–ª—è —Ä–µ–∞–ª–∏–∑–∞—Ü–∏–∏ —Å–ª–µ–¥—É—é—â–µ–≥–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω–æ–≥–æ —ç—Ç–∞–ø–∞, –∏ –¥–∞–∂–µ –ø–æ—Å–ª–µ–¥—É—é—â–∏–π –æ–ø–µ—Ä–∞—Ç–æ—Ä –ø–æ –æ—Ç–Ω–æ—à–µ–Ω–∏—é –∫ –ø—Ä–µ–¥—ã–¥—É—â–µ–º—É). –î–ª—è –ø–æ—Å—Ç–∞–≤—â–∏–∫–∞ —ç—Ç–æ –æ–∑–Ω–∞—á–∞–µ—Ç, —á—Ç–æ –æ–Ω –¥–æ–ª–∂–µ–Ω –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞—Ç—å –ø—Ä–æ–¥—É–∫—Ü–∏—é —Å—Ç—Ä–æ–≥–æ –≤ —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏–∏ —Å –∑–∞–¥–∞–Ω–Ω—ã–º–∏ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏—á–µ—Å–∫–∏–º–∏ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏ –∏ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏ –∫–∞—á–µ—Å—Ç–≤–∞.
–õ—é–¥–∏ - –Ω–∞—à —Å–∞–º—ã–π —Ü–µ–Ω–Ω—ã–π –∞–∫—Ç–∏–≤
–ò–Ω–≤–µ—Å—Ç–∏—Ü–∏–∏ –≤ —Ä–∞–∑–≤–∏—Ç–∏–µ —á–µ–ª–æ–≤–µ–∫–∞ —Å–∞–º—ã–µ —ç—Ñ—Ñ–µ–∫—Ç–∏–≤–Ω—ã–µ, —Ç–∞–∫ –∫–∞–∫ —á–µ–ª–æ–≤–µ–∫, —Ä–∞–∑–≤–∏–≤–∞—è—Å—å —Å–∞–º, –≤–ª–∏—è–µ—Ç –∏ –Ω–∞ –æ—Å—Ç–∞–ª—å–Ω—ã–µ —Ñ–∞–∫—Ç–æ—Ä—ã –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞: –º–µ—Ç–æ–¥—ã, —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏–∏, –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏–µ, –º–∞—Ç–µ—Ä–∏–∞–ª—ã. –õ—é–±–æ–π —Ä–∞–±–æ—Ç–Ω–∏–∫ –¥–æ–ª–∂–µ–Ω –±—ã—Ç—å —É–≤–µ—Ä–µ–Ω, —á—Ç–æ –µ—Å–ª–∏ –æ–Ω –¥–æ–±—Ä–æ—Å–æ–≤–µ—Å—Ç–Ω–æ —Ä–∞–±–æ—Ç–∞–µ—Ç –∏ –≤–Ω–æ—Å–∏—Ç —Å–≤–æ–π –≤–∫–ª–∞–¥ –≤ —Ä–∞–∑–≤–∏—Ç–∏–µ –∫–æ–º–ø–∞–Ω–∏–∏, —Ç–æ –æ–Ω –Ω—É–∂–µ–Ω –ø—Ä–µ–¥–ø—Ä–∏—è—Ç–∏—é –∏ –µ–≥–æ —Ç—Ä—É–¥ –¥–æ—Å—Ç–æ–π–Ω–æ –≤–æ–∑–Ω–∞–≥—Ä–∞–∂–¥–∞–µ—Ç—Å—è.
–ö–∞–π–∑–µ–Ω
–ü—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã–π –ø—Ä–æ—Ü–µ—Å—Å –¥–æ–ª–∂–µ–Ω –ø–æ—Å—Ç–æ—è–Ω–Ω–æ —Å–æ–≤–µ—Ä—à–µ–Ω—Å—Ç–≤–æ–≤–∞—Ç—å—Å—è. –û—Å–Ω–æ–≤–æ–π –¥–ª—è —É—Å–æ–≤–µ—Ä—à–µ–Ω—Å—Ç–≤–æ–≤–∞–Ω–∏–π —è–≤–ª—è—é—Ç—Å—è —Ä–∞–±–æ—á–∏–µ —Å—Ç–∞–Ω–¥–∞—Ä—Ç—ã (–æ—Ä–≥–∞–Ω–∏–∑–∞—Ü–∏—è —Ä–∞–±–æ—á–µ–≥–æ –º–µ—Å—Ç–∞, –∫–∞—á–µ—Å—Ç–≤–æ, –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ—Å—Ç—å –≤—ã–ø–æ–ª–Ω–µ–Ω–∏—è –æ–ø–µ—Ä–∞—Ü–∏–π –∏ —Ç.–¥.), –∫–æ—Ç–æ—Ä—ã–µ –æ–ø—Ä–µ–¥–µ–ª—è—é—Ç –≤–µ—Å—å –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã–π –ø—Ä–æ—Ü–µ—Å—Å –∏ –ø–æ—Å—Ç–æ—è–Ω–Ω–æ —É–ª—É—á—à–∞—é—Ç—Å—è. –û—Å–Ω–æ–≤–Ω–∞—è –∏–¥–µ—è –Ω–µ–ø—Ä–µ—Ä—ã–≤–Ω—ã—Ö —É–ª—É—á—à–µ–Ω–∏–π (–∫–∞–π–∑–µ–Ω) —Å–æ—Å—Ç–æ–∏—Ç –≤ —Ç–æ–º, —á—Ç–æ –Ω–∏–∫–æ–≥–¥–∞ –Ω–µ–ª—å–∑—è –æ—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞—Ç—å—Å—è –Ω–∞ –¥–æ—Å—Ç–∏–≥–Ω—É—Ç—ã—Ö —Ä–µ–∑—É–ª—å—Ç–∞—Ç–∞—Ö, –ø—Ä–æ—Ü–µ—Å—Å –∏–∑–º–µ–Ω–µ–Ω–∏–π –¥–æ–ª–∂–µ–Ω –±—ã—Ç—å –Ω–µ–ø—Ä–µ—Ä—ã–≤–Ω–æ–π –∫–∞–∂–¥–æ–¥–Ω–µ–≤–Ω–æ–π —Ä–∞–±–æ—Ç–æ–π.
–ü—Ä–∏–Ω—è—Ç–∏–µ —Ä–µ—à–µ–Ω–∏–π –Ω–µ–ø–æ—Å—Ä–µ–¥—Å—Ç–≤–µ–Ω–Ω–æ –Ω–∞ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω–æ–π –ø–ª–æ—â–∞–¥–∫–µ
–Ý–µ—à–µ–Ω–∏—è, –∫–∞—Å–∞—é—â–∏–µ—Å—è –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞, –¥–æ–ª–∂–Ω—ã –ø—Ä–∏–Ω–∏–º–∞—Ç—å—Å—è –Ω–µ –≤ –∫–∞–±–∏–Ω–µ—Ç–∞—Ö, –∞ –Ω–∞ —Ç–æ–π –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω–æ–π –ø–ª–æ—â–∞–¥–∫–µ (–≥–µ–º–±–µ), –≥–¥–µ –≤–æ–∑–Ω–∏–∫–∞–µ—Ç –ø—Ä–æ–±–ª–µ–º–∞ –∏–ª–∏ –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ —É–ª—É—á—à–µ–Ω–∏–µ. –£—Å–∏–ª–∏—è —Ä—É–∫–æ–≤–æ–¥–∏—Ç–µ–ª–µ–π –∏ –≤—Å–ø–æ–º–æ–≥–∞—Ç–µ–ª—å–Ω—ã—Ö —Å–ª—É–∂–± –¥–æ–ª–∂–Ω—ã –±—ã—Ç—å –Ω–∞–ø—Ä–∞–≤–ª–µ–Ω—ã –∏–º–µ–Ω–Ω–æ —Ç—É–¥–∞, –≥–¥–µ –≤—ã–ø–æ–ª–Ω—è–µ—Ç—Å—è –æ—Å–Ω–æ–≤–Ω–∞—è —Ä–∞–±–æ—Ç–∞ –∏ —Å–æ–∑–¥–∞–µ—Ç—Å—è –ø—Ä–æ–¥—É–∫—Ü–∏—è, – –Ω–∞ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–æ. –¢–∞–º —Ä–µ—à–∞—é—Ç—Å—è –ø—Ä–æ–±–ª–µ–º—ã –∏ –≤–Ω–µ–¥—Ä—è—é—Ç—Å—è —É—Å–æ–≤–µ—Ä—à–µ–Ω—Å—Ç–≤–æ–≤–∞–Ω–∏—è, –ø—Ä–æ–≤–æ–¥—è—Ç—Å—è —Å–æ–≤–µ—â–∞–Ω–∏—è –ø–æ –∞–Ω–∞–ª–∏–∑—É –ø—Ä–∏—á–∏–Ω –≤–æ–∑–Ω–∏–∫–Ω–æ–≤–µ–Ω–∏—è –∏ —É—Å—Ç—Ä–∞–Ω–µ–Ω–∏—è –ø—Ä–æ–±–ª–µ–º.
–ù–û–í–´–ï –ü–Ý–û–ò–ó–í–û–î–°–¢–í–ê –î–õ–Ø –ü–û–ö–û–õ–ï–ù–ò–Ø NEXT
-
1 —ç—Ç–∞–ø—à—Ç–∞–º–ø–æ–≤–∫–∞
-
2 —ç—Ç–∞–ø—Å–≤–∞—Ä–∫–∞
-
3 —ç—Ç–∞–ø–æ–∫—Ä–∞—Å–∫–∞
-
4 —ç—Ç–∞–ø–°–±–æ—Ä–æ—á–Ω—ã–π –∫–æ–Ω–≤–µ–π–µ—Ä
-
5 —ç—Ç–∞–ø–°–∏—Å—Ç–µ–º–∞ —É–ø—Ä–∞–≤–ª–µ–Ω–∏—è
–∫–∞—á–µ—Å—Ç–≤–æ–º
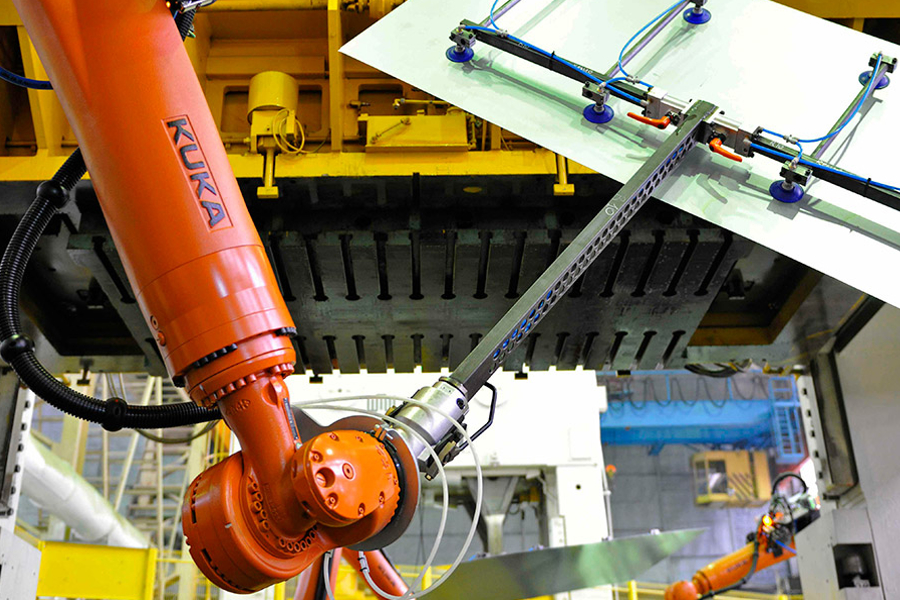
–®–¢–ê–ú–ü–û–í–ö–ê
–ê–≤—Ç–æ–º–∞—Ç–∏–∑–∏—Ä–æ–≤–∞–Ω–Ω–∞—è –ª–∏–Ω–∏—è —à—Ç–∞–º–ø–æ–≤–∫–∏ –∫–ª–∞—Å—Å–∞ –ê –æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∞ –º–Ω–æ–≥–æ—Ñ—É–Ω–∫—Ü–∏–æ–Ω–∞–ª—å–Ω—ã–º–∏ —à–µ—Å—Ç–∏–æ—Å–µ–≤—ã–º–∏ —Ä–æ–±–æ—Ç–∞–º–∏ KUKA –ø–æ—Å–ª–µ–¥–Ω–µ–≥–æ –ø–æ–∫–æ–ª–µ–Ω–∏—è –∏ –ø—Ä–µ—Å—Å–∞–º–∏ —Å–æ —à—Ç–∞–º–ø–æ–≤–æ–π –æ—Å–Ω–∞—Å—Ç–∫–æ–π LG. –ù–∞ –ª–∏–Ω–∏–∏ –ø—Ä–æ–∏–∑–≤–æ–¥—è—Ç—Å—è –∫—Ä—É–ø–Ω–æ–≥–∞–±–∞—Ä–∏—Ç–Ω—ã–µ –¥–µ—Ç–∞–ª–∏, –≤ —Ç–æ–º —á–∏—Å–ª–µ –ª–∏—Ü–µ–≤—ã–µ –ø–∞–Ω–µ–ª–∏ –±–æ–∫–æ–≤–∏–Ω, –æ—Å–Ω–æ–≤–∞–Ω–∏—è, —Å–¥–≤–∏–∂–Ω—ã–µ –∏ —Ä–∞—Å–ø–∞—à–Ω—ã–µ –¥–≤–µ—Ä–∏. –°–æ–∑–¥–∞–Ω–∏–µ –Ω–æ–≤–æ–π –ª–∏–Ω–∏–∏ –ø–æ–∑–≤–æ–ª–∏–ª–æ –æ–±–µ—Å–ø–µ—á–∏—Ç—å –≤—ã—Å–æ–∫—É—é —Ç–æ—á–Ω–æ—Å—Ç—å –∏–∑–≥–æ—Ç–æ–≤–ª–µ–Ω–∏—è –¥–µ—Ç–∞–ª–µ–π –∏ –≤—ã—Å–æ–∫—É—é –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç–µ–ª—å–Ω–æ—Å—Ç—å.
-
7–ú–æ—â–Ω—ã—Ö –ø—Ä–µ—Å—Å–æ–≤, –æ–±–µ—Å–ø–µ—á–∏–≤–∞—é—â–∏—Ö —É—Å–∏–ª–∏–µ –¥–æ 800 —Ç–æ–Ω–Ω
-
6-8 –¥–µ—Ç./–º–∏–Ω.–ú–æ—â–Ω–æ—Å—Ç—å –ª–∏–Ω–∏–∏
-
9 900 —Ç–æ–Ω–Ω–û–±—â–∏–π –≤–µ—Å —à—Ç–∞–º–ø–æ–≤–æ–π –æ—Å–Ω–∞—Å—Ç–∫–∏ –¥–ª—è –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ –º–æ–¥–µ–ª–µ–π —Å–µ–º–µ–π—Å—Ç–≤–∞ NEXT
–ü–Ý–û–¶–ï–°–°
01/03
–í—ã—Å–æ–∫–æ–∫–∞—á–µ—Å—Ç–≤–µ–Ω–Ω—ã–π –º–µ—Ç–∞–ª–ª –æ—Ç –≤–µ–¥—É—â–∏—Ö —Ä–æ—Å—Å–∏–π—Å–∫–∏—Ö –º–µ—Ç–∞–ª–ª—É—Ä–≥–∏—á–µ—Å–∫–∏—Ö –ø—Ä–µ–¥–ø—Ä–∏—è—Ç–∏–π –ø–æ—Å—Ç—É–ø–∞–µ—Ç –≤ –ø—Ä–µ—Å—Å–æ–≤—ã–µ —Ü–µ—Ö–∞. –í–Ω—É—Ç—Ä–µ–Ω–Ω–∏–µ –∏ –≤–Ω–µ—à–Ω–∏–µ —ç–ª–µ–º–µ–Ω—Ç—ã –∫—É–∑–æ–≤–∞ –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π —Å–µ–º–µ–π—Å—Ç–≤–∞ NEXT –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞—é—Ç—Å—è –∏–∑ –º–µ—Ç–∞–ª–ª–∞ —Å –¥–≤—É—Ö—Å—Ç–æ—Ä–æ–Ω–Ω–µ–π –æ—Ü–∏–Ω–∫–æ–≤–∫–æ–π.
02/03
–õ–∏—Å—Ç –º–µ—Ç–∞–ª–ª–∞ –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ –ø—Ä–æ—Ö–æ–¥–∏—Ç —á–µ—Ä–µ–∑ –Ω–µ—Å–∫–æ–ª—å–∫–æ –ø—Ä–µ—Å—Å–æ–≤, –∫–∞–∂–¥—ã–π –∏–∑ –∫–æ—Ç–æ—Ä—ã—Ö –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç –æ–ø—Ä–µ–¥–µ–ª—ë–Ω–Ω—É—é –¥–µ—Ñ–æ—Ä–º–∞—Ü–∏—é –ø–ª–æ—Å–∫–æ–≥–æ –ª–∏—Å—Ç–∞, –ø—Ä–∏–¥–∞–≤–∞—è –µ–º—É –Ω–µ–æ–±—Ö–æ–¥–∏–º—É—é —Ñ–æ—Ä–º—É –≤ —Ç–æ—á–Ω–æ–º —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏–∏ —Å –∑–∞–¥–∞–Ω–Ω—ã–º–∏ –ø–∞—Ä–∞–º–µ—Ç—Ä–∞–º–∏.

03/03
–ì–µ–æ–º–µ—Ç—Ä–∏—è –∫–∞–∂–¥–æ–π –¥–µ—Ç–∞–ª–∏ –ø—Ä–æ–≤–µ—Ä—è–µ—Ç—Å—è –Ω–∞ –∫–æ–Ω—Ç—Ä–æ–ª—å–Ω–æ–º –ø—Ä–∏—Å–ø–æ—Å–æ–±–ª–µ–Ω–∏–∏, –ø–æ—Å–ª–µ —á–µ–≥–æ –¥–µ—Ç–∞–ª—å –ø–æ—Å—Ç—É–ø–∞–µ—Ç –≤ —Ü–µ—Ö —Å–≤–∞—Ä–∫–∏.

–°–í–ê–Ý–û–ß–ù–û–ï –ü–Ý–û–ò–ó–í–û–î–°–¢–í–û
–°–≤–∞—Ä–∫–∞ –∫—É–∑–æ–≤–æ–≤ –∏ –∫–∞–±–∏–Ω –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π —Å–µ–º–µ–π—Å—Ç–≤–∞ NEXT –æ—Å—É—â–µ—Å—Ç–≤–ª—è–µ—Ç—Å—è –Ω–∞ —Å–æ–≤—Ä–µ–º–µ–Ω–Ω—ã—Ö –∞–≤—Ç–æ–º–∞—Ç–∏—á–µ—Å–∫–∏—Ö —Å–≤–∞—Ä–æ—á–Ω—ã—Ö –ª–∏–Ω–∏—è—Ö. –ú–æ–Ω—Ç–∞–∂ –Ω–æ–≤–æ–≥–æ —Å–≤–∞—Ä–æ—á–Ω–æ–≥–æ –∫–æ–º–ø–ª–µ–∫—Å–∞ –æ—Å—É—â–µ—Å—Ç–≤–ª—è–ª–∏ —Å–ø–µ—Ü–∏–∞–ª–∏—Å—Ç—ã –∫–æ—Ä–µ–π—Å–∫–æ–π –∫–æ–º–ø–∞–Ω–∏–∏ LG —Å–æ–≤–º–µ—Å—Ç–Ω–æ —Å —Ä–æ—Å—Å–∏–π—Å–∫–∏–º–∏ –∏–Ω–∂–µ–Ω–µ—Ä–∞–º–∏. –ò–Ω—Ç–µ–ª–ª–µ–∫—Ç—É–∞–ª—å–Ω–∞—è —É–ø—Ä–∞–≤–ª—è—é—â–∞—è —Å–∏—Å—Ç–µ–º–∞ –æ—Å—É—â–µ—Å—Ç–≤–ª—è–µ—Ç –ø–æ–ª–Ω—ã–π –∫–æ–Ω—Ç—Ä–æ–ª—å –∑–∞ –ø—Ä–æ—Ü–µ—Å—Å–æ–º –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞. –ë–ª–∞–≥–æ–¥–∞—Ä—è –º–µ—Ö–∞–Ω–∏–∑–º—É –æ–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑–∏ —Å–∏—Å—Ç–µ–º–∞ –ø—Ä–∏ –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ—Å—Ç–∏ –∞–≤—Ç–æ–º–∞—Ç–∏—á–µ—Å–∫–∏ –∫–æ—Ä—Ä–µ–∫—Ç–∏—Ä—É–µ—Ç –ø–∞—Ä–∞–º–µ—Ç—Ä—ã —Ä–∞–±–æ—Ç—ã –ª–∏–Ω–∏–∏
-
98–Ý–æ–±–æ—Ç–æ–≤ Fanuc —è–ø–æ–Ω—Å–∫–æ–≥–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ –Ω–∞ –ª–∏–Ω–∏–∏ —Å–≤–∞—Ä–∫–∏ —Ñ—É—Ä–≥–æ–Ω–æ–≤ «–ì–ê–ó–µ–ª—å NEXT»
-
100–Ý–æ–±–æ—Ç–æ–≤ –Ω–µ–º–µ—Ü–∫–æ–≥–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ (KUKA) –Ω–∞ –ª–∏–Ω–∏–∏ —Å–≤–∞—Ä–∫–∏ –∫–∞–±–∏–Ω
-
85 %–û–ø–µ—Ä–∞—Ü–∏–π –≤—ã–ø–æ–ª–Ω—è–µ—Ç—Å—è –≤ –∞–≤—Ç–æ–º–∞—Ç–∏—á–µ—Å–∫–æ–º —Ä–µ–∂–∏–º–µ
-
6000–°–≤–∞—Ä–æ—á–Ω—ã—Ö —Ç–æ—á–µ–∫ –≤ –∫—É–∑–æ–≤–µ —Ñ—É—Ä–≥–æ–Ω–∞ «–ì–ê–ó–µ–ª—å NEXT»
-
< 0,2 –º–º–ú–∞–∫—Å–∏–º–∞–ª—å–Ω–æ –¥–æ–ø—É—Å—Ç–∏–º–æ–µ –æ—Ç–∫–ª–æ–Ω–µ–Ω–∏–µ –≤ –∫–∞–∂–¥–æ–π —Ç–æ—á–∫–µ
-
700 –∫–≥–ì—Ä—É–∑–æ–ø–æ–¥—ä—ë–º–Ω–æ—Å—Ç—å —Å–∞–º–æ–≥–æ –º–æ—â–Ω–æ–≥–æ —Ä–æ–±–æ—Ç–∞
-
–ò–Ω—Ç–µ–ª–ª–µ–∫—Ç—É–∞–ª—å–Ω–∞—è —É–ø—Ä–∞–≤–ª—è—é—â–∞—è —Å–∏—Å—Ç–µ–º–∞ —Å –º–µ—Ö–∞–Ω–∏–∑–º–æ–º –æ–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑–∏
–ü–Ý–û–¶–ï–°–°
01/08
–ö–∞–∂–¥—ã–π —Ä–æ–±–æ—Ç –º–æ–∂–µ—Ç –æ—Å—É—â–µ—Å—Ç–≤–ª—è—Ç—å —Å—Ä–∞–∑—É –Ω–µ—Å–∫–æ–ª—å–∫–æ –æ–ø–µ—Ä–∞—Ü–∏–π: —Å–≤–∞—Ä–∫—É, —Ñ–ª–∞–Ω—Ü–µ–≤–∞–Ω–∏–µ, —Å–∫–ª–µ–∏–≤–∞–Ω–∏–µ –∏ —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç–∏—Ä–æ–≤–∫—É –¥–µ—Ç–∞–ª–µ–π.

02/08
–í –º–æ–º–µ–Ω—Ç —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –ø–ª–∞—Ç—Ñ–æ—Ä–º—ã –±—É–¥—É—â–µ–≥–æ –∞–≤—Ç–æ–º–æ–±–∏–ª—è –Ω–∞ —Å–≤–∞—Ä–æ—á–Ω—É—é –ª–∏–Ω–∏—é —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–µ –¥–∞—Ç—á–∏–∫–∏ –æ–ø—Ä–µ–¥–µ–ª—è—é—Ç –º–æ–¥–µ–ª—å –∏ —Ç–∏–ø —Å–≤–∞—Ä–∏–≤–∞–µ–º–æ–≥–æ –∫—É–∑–æ–≤–∞ –∏–ª–∏ –∫–∞–±–∏–Ω—ã.

03/08
–ü–æ–ª—É—á–∏–≤ –∏ —É—Å—Ç–∞–Ω–æ–≤–∏–≤ –Ω–µ–æ–±—Ö–æ–¥–∏–º—ã–µ –¥–µ—Ç–∞–ª–∏, —Ä–æ–±–æ—Ç —Å–∞–º–æ—Å—Ç–æ—è—Ç–µ–ª—å–Ω–æ –º–µ–Ω—è–µ—Ç —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç–∏—Ä–æ–≤–æ—á–Ω—ã–π –∑–∞—Ö–≤–∞—Ç –Ω–∞ —Å–≤–∞—Ä–æ—á–Ω—ã–µ –∫–ª–µ—â–∏.

04/08
–ö–ª–µ—â–∏ —Å–∂–∏–º–∞—é—Ç –¥–µ—Ç–∞–ª—å, –∑–∞—Ç–µ–º —á–µ—Ä–µ–∑ —ç–ª–µ–∫—Ç—Ä–æ–¥—ã –ø—Ä–æ–ø—É—Å–∫–∞–µ—Ç—Å—è —Å–≤–∞—Ä–æ—á–Ω—ã–π —Ç–æ–∫.

05/08
–í—Å–ª–µ–¥ –∑–∞ —ç—Ç–∏–º –Ω–∞—Å—Ç—É–ø–∞–µ—Ç –º–æ–º–µ–Ω—Ç «–ø—Ä–æ–∫–æ–≤–∫–∏»: —Ç–æ–∫ —É–∂–µ –Ω–µ –ø–æ—Å—Ç—É–ø–∞–µ—Ç, –Ω–æ –∫–ª–µ—â–∏ –¥–µ—Ä–∂–∞—Ç –ø–ª–æ—Å–∫–æ—Å—Ç–∏ –ø–æ–¥ –¥–∞–≤–ª–µ–Ω–∏–µ–º, –æ–±–µ—Å–ø–µ—á–∏–≤–∞—è –∫—Ä–∏—Å—Ç–∞–ª–ª–∏–∑–∞—Ü–∏—é —Å–≤–∞—Ä–æ—á–Ω–æ–π —Ç–æ—á–∫–∏ –∏ —Å–ø–ª–∞–≤–ª–µ–Ω–∏–µ –º–µ—Ç–∞–ª–ª–∞. –£–ø—Ä–∞–≤–ª—è—é—â–∞—è —Å–∏—Å—Ç–µ–º–∞ –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É–µ—Ç —Å–∏–ª—É —Ç–æ–∫–∞, –∞ —Ç–∞–∫–∂–µ —Å–∏–ª—É –∏ –≤—Ä–µ–º—è —Å–∂–∞—Ç–∏—è –∫–ª–µ—â–µ–π.
06/08
–ü–æ—Å–ª–µ –≤—ã–ø–æ–ª–Ω–µ–Ω–∏—è –æ–ø–µ—Ä–∞—Ü–∏–∏ —Ä–æ–±–æ—Ç –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç —Å–º–µ–Ω—É –∫–ª–µ—â–µ–π –Ω–∞ —Ç—Ä–∞–Ω—Å–ø–æ—Ä—Ç–∏—Ä–æ–≤–æ—á–Ω—ã–π –∑–∞—Ö–≤–∞—Ç –∏ –ø–µ—Ä–µ–¥–∞—ë—Ç –¥–µ—Ç–∞–ª—å –¥–∞–ª—å—à–µ –ø–æ –ª–∏–Ω–∏–∏.

07/08
–ì–æ—Ç–æ–≤—ã–π –∫—É–∑–æ–≤ –ø–æ—Å—Ç—É–ø–∞–µ—Ç –Ω–∞ –∫–æ–æ—Ä–¥–∏–Ω–∞—Ç–Ω–æ-–∏–∑–º–µ—Ä–∏—Ç–µ–ª—å–Ω—É—é –º–∞—à–∏–Ω—É, –≥–¥–µ –ø—Ä–æ–≤–µ—Ä—è–µ—Ç—Å—è —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏–µ –µ–≥–æ –≥–µ–æ–º–µ—Ç—Ä–∏–∏ —ç—Ç–∞–ª–æ–Ω–Ω—ã–º –æ–±—Ä–∞–∑—Ü–∞–º.

08/08
–û—Ç–∫–ª–æ–Ω–µ–Ω–∏–µ –≤ –∫–∞–∂–¥–æ–π —Ç–æ—á–∫–µ –Ω–µ –¥–æ–ª–∂–Ω–æ –ø—Ä–µ–≤—ã—à–∞—Ç—å 0,2 –º–º.

–ò—Å–ø–æ–ª—å–∑—É–µ–º—ã–µ –º–∞—Ç–µ—Ä–∏–∞–ª—ã
–ö—É–∑–æ–≤ –∞–≤—Ç–æ–º–æ–±–∏–ª—è –∏–∑–≥–æ—Ç–∞–≤–ª–∏–≤–∞–µ—Ç—Å—è –∏–∑ –æ—Ü–∏–Ω–∫–æ–≤–∞–Ω–Ω–æ–π —Å—Ç–∞–ª–∏, –∫–æ—Ç–æ—Ä–∞—è –æ–±–ª–∞–¥–∞–µ—Ç –≤—ã—Å–æ–∫–∏–º–∏ –∞–Ω—Ç–∏–∫–æ—Ä—Ä–æ–∑–∏–æ–Ω–Ω—ã–º–∏ —Å–≤–æ–π—Å—Ç–≤–∞–º–∏. –ü–æ—ç—Ç–æ–º—É –≥–∞—Ä–∞–Ω—Ç–∏–π–Ω—ã–π —Å—Ä–æ–∫ –Ω–∞ –æ—Ç—Å—É—Ç—Å—Ç–≤–∏–µ –∫–æ—Ä—Ä–æ–∑–∏–∏ —Å–æ—Å—Ç–∞–≤–ª—è–µ—Ç –±–æ–ª–µ–µ 8 –ª–µ—Ç.
–û–ö–Ý–ê–°–û–ß–ù–´–ô –ö–û–ú–ü–õ–ï–ö–° EISENMANN
–°–∞–º—ã–π —Å–æ–≤—Ä–µ–º–µ–Ω–Ω—ã–π –≤ –Ý–æ—Å—Å–∏–∏ –æ–∫—Ä–∞—Å–æ—á–Ω—ã–π –∫–æ–º–ø–ª–µ–∫—Å –æ–±–µ—Å–ø–µ—á–∏–≤–∞–µ—Ç –≤—ã—Å–æ–∫–æ–µ –∫–∞—á–µ—Å—Ç–≤–æ –ø–æ–¥–≥–æ—Ç–æ–≤–∫–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏, –≥—Ä—É–Ω—Ç–æ–≤–∞–Ω–∏—è –∏ –Ω–∞–Ω–µ—Å–µ–Ω–∏—è –ª–∞–∫–æ–∫—Ä–∞—Å–æ—á–Ω–æ–≥–æ –ø–æ–∫—Ä—ã—Ç–∏—è. –í–Ω—É—Ç—Ä–∏ —Ä–∞–±–æ—á–µ–π –∑–æ–Ω—ã —Å–æ–∑–¥–∞–Ω–æ –ø–æ–≤—ã—à–µ–Ω–Ω–æ–µ –¥–∞–≤–ª–µ–Ω–∏–µ –≤–æ–∑–¥—É—Ö–∞, –∫–æ—Ç–æ—Ä–æ–µ «–≤—ã–¥—É–≤–∞–µ—Ç» –∏–∑ –æ–∫—Ä–∞—Å–æ—á–Ω—ã—Ö –∫–∞–º–µ—Ä –¥–∞–∂–µ –º–µ–ª—å—á–∞–π—à–∏–µ —á–∞—Å—Ç–∏—á–∫–∏ –ø—ã–ª–∏.
-
13 —ç—Ç–∞–ø–æ–≤–û—á–∏—Å—Ç–∫–∏, –ø–æ–¥–≥–æ—Ç–æ–≤–∫–∏ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏ –∏ –≥—Ä—É–Ω—Ç–æ–≤–∞–Ω–∏—è
-
22 —Å–∏—Å—Ç–µ–º—ã–°–∏—Å—Ç–µ–º—ã –∫–æ–Ω–¥–∏—Ü–∏–æ–Ω–∏—Ä–æ–≤–∞–Ω–∏—è
-
1 –º–∏–∫—Ä–æ–Ω–°—Ç–µ–ø–µ–Ω—å –æ—á–∏—Å—Ç–∫–∏ –≤–æ–∑–¥—É—Ö–∞
-
–®–µ—Å—Ç–∏–æ—Å–µ–≤—ã–µ —Ä–æ–±–æ—Ç—ã —Ñ—Ä–∞–Ω—Ü—É–∑—Å–∫–æ–π —Ñ–∏—Ä–º—ã SAMES –æ–±–µ—Å–ø–µ—á–∏–≤–∞—é—Ç –∞–≤—Ç–æ–º–∞—Ç–∏–∑–∏—Ä–æ–≤–∞–Ω–Ω—É—é –æ–∫—Ä–∞—Å–∫—É –≤–Ω—É—Ç—Ä–µ–Ω–Ω–∏—Ö –∏ –≤–Ω–µ—à–Ω–∏—Ö –ø–æ–ª–æ—Å—Ç–µ–π
–ü–Ý–û–¶–ï–°–°
01/06
–ü–æ–¥–≥–æ—Ç–æ–≤–∫–∞ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–µ–π
–ö—É–∑–æ–≤ –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ –æ–ø—É—Å–∫–∞–µ—Ç—Å—è –≤ 13 –≤–∞–Ω–Ω, –≤ –∫–æ—Ç–æ—Ä—ã—Ö –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è –ø—Ä–æ–º—ã–≤–∫–∞, —Ñ–æ—Å—Ñ–∞—Ç–∏—Ä–æ–≤–∞–Ω–∏–µ –∏ –Ω–∞–Ω–µ—Å–µ–Ω–∏–µ –ø–µ—Ä–≤–∏—á–Ω–æ–≥–æ –≥—Ä—É–Ω—Ç–∞. –í —Ö–æ–¥–µ –ø—Ä–æ–º—ã–≤–∫–∏ —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–º–∏ —Å–æ—Å—Ç–∞–≤–∞–º–∏ –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è —É–¥–∞–ª–µ–Ω–∏–µ –æ–∫–∏—Å–µ–π –∏ –∂–∏—Ä–æ–≤—ã—Ö –∑–∞–≥—Ä—è–∑–Ω–µ–Ω–∏–π. –≠—Ç–æ –Ω–µ–æ–±—Ö–æ–¥–∏–º–æ –¥–ª—è –æ–±–µ—Å–ø–µ—á–µ–Ω–∏—è –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ–≥–æ –ø—Ä–∏–ª–µ–≥–∞–Ω–∏—è –≥—Ä—É–Ω—Ç–∞. –§–æ—Å—Ñ–∞—Ç–∏—Ä–æ–≤–∞–Ω–∏–µ – —ç—Ç–æ –æ–±—Ä–∞–±–æ—Ç–∫–∞ –º–µ—Ç–∞–ª–ª–∞ —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–º–∏ —Å—Ä–µ–¥—Å—Ç–≤–∞–º–∏ –Ω–∞ –æ—Å–Ω–æ–≤–µ —Ñ–æ—Å—Ñ–æ—Ä–Ω–æ–∫–∏—Å–ª—ã—Ö —Å–æ–ª–µ–π, –≤ —Ä–µ–∑—É–ª—å—Ç–∞—Ç–µ —á–µ–≥–æ –Ω–∞ –ø–æ–≤–µ—Ä—Ö–Ω–æ—Å—Ç–∏ –æ–±—Ä–∞–∑—É–µ—Ç—Å—è –∑–∞—â–∏—Ç–Ω–∞—è –ø–ª—ë–Ω–∫–∞. –ü–æ–º–∏–º–æ –∑–∞—â–∏—Ç—ã –º–µ—Ç–∞–ª–ª–∞ –ø–ª—ë–Ω–∫–∞ –ø–æ–≤—ã—à–∞–µ—Ç –ø—Ä–∏–ª–µ–≥–∞–Ω–∏–µ –ª–∞–∫–æ–∫—Ä–∞—Å–æ—á–Ω–æ–≥–æ –ø–æ–∫—Ä—ã—Ç–∏—è –∏ –ø—Ä–µ–ø—è—Ç—Å—Ç–≤—É–µ—Ç —Ä–∞–∑–≤–∏—Ç–∏—é –ø–æ–¥–ø–ª—ë–Ω–æ—á–Ω–æ–π –∫–æ—Ä—Ä–æ–∑–∏–∏.

02/06
–ü–µ—Ä–≤–∏—á–Ω–æ–µ –≥—Ä—É–Ω—Ç–æ–≤–∞–Ω–∏–µ
–°–∞–º—ã–π –≤–∞–∂–Ω—ã–π —ç—Ç–∞–ø – –∫–∞—Ç–∞—Ñ–æ—Ä–µ–∑–Ω–æ–µ –≥—Ä—É–Ω—Ç–æ–≤–∞–Ω–∏–µ. –í —Ä–µ–∑—É–ª—å—Ç–∞—Ç–µ —Ö–∏–º–∏—á–µ—Å–∫–æ–π —Ä–µ–∞–∫—Ü–∏–∏, –ø—Ä–æ–∏—Å—Ö–æ–¥—è—â–µ–π –≤ —ç–ª–µ–∫—Ç—Ä–æ–ª–∏—Ç–∏—á–µ—Å–∫–æ–π –≤–∞–Ω–Ω–µ, –æ–±—Ä–∞–∑—É–µ—Ç—Å—è –∑–∞—â–∏—Ç–Ω–æ–µ –ø–æ–∫—Ä—ã—Ç–∏–µ, –∫–æ—Ç–æ—Ä–æ–µ –±–æ–ª–µ–µ —á–µ–º –≤ 15 —Ä–∞–∑ —É–≤–µ–ª–∏—á–∏–≤–∞–µ—Ç —É—Å—Ç–æ–π—á–∏–≤–æ—Å—Ç—å –º–µ—Ç–∞–ª–ª–∞ –∫ –∫–æ—Ä—Ä–æ–∑–∏–∏.

03/06
–ì–µ—Ä–º–µ—Ç–∏–∑–∞—Ü–∏—è
–ö–æ–º–ø–ª–µ–∫—Å Eisenmann –æ—Å–Ω–∞—â–µ–Ω —Å–æ–≤—Ä–µ–º–µ–Ω–Ω–æ–π –ª–∏–Ω–∏–µ–π –æ–±—Ä–∞–±–æ—Ç–∫–∏ –∫—É–∑–æ–≤–æ–≤ –ø–ª–∞—Å—Ç–∏–∑–æ–ª—è–º–∏ –∏ –≥–µ—Ä–º–µ—Ç–∏–∫–∞–º–∏. –í—Å–µ —Å–æ–µ–¥–∏–Ω–∏—Ç–µ–ª—å–Ω—ã–µ —à–≤—ã –≥–µ—Ä–º–µ—Ç–∏–∑–∏—Ä—É—é—Ç—Å—è —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–º–∏ —Å–æ—Å—Ç–∞–≤–∞–º–∏, –ø–æ—Å–ª–µ —á–µ–≥–æ –¥–ª—è –ª—É—á—à–µ–π –∞–¥–≥–µ–∑–∏–∏ –≤—ã–ø–æ–ª–Ω—è–µ—Ç—Å—è –≤—Ç–æ—Ä–∏—á–Ω–æ–µ –≥—Ä—É–Ω—Ç–æ–≤–∞–Ω–∏–µ.

04/06
–°—É—à–∏–ª—å–Ω–∞—è –∫–∞–º–µ—Ä–∞
–ü–æ–ª–Ω–æ—Å—Ç—å—é –∞–≤—Ç–æ–º–∞—Ç–∏–∑–∏—Ä–æ–≤–∞–Ω–∞ —Ä–∞–±–æ—Ç–∞ —Å—É—à–∏–ª—å–Ω—ã—Ö –∫–∞–º–µ—Ä. –û–Ω–∏ –ø–µ—Ä–µ–Ω–∞—Å—Ç—Ä–∞–∏–≤–∞—é—Ç—Å—è —Å —É—á–µ—Ç–æ–º —Ç–∏–ø–∞ –∫—Ä–∞—Å–∫–∏ (–æ–±—ã—á–Ω–∞—è –∏–ª–∏ —Å –º–µ—Ç–∞–ª–ª–æ—ç—Ñ—Ñ–µ–∫—Ç–æ–º), –∏–º–µ—é—Ç 3-–∑–æ–Ω–Ω—É—é —Å–∏—Å—Ç–µ–º—É –Ω–∞—Å—Ç—Ä–æ–π–∫–∏ –≤–æ–∑–¥—É—à–Ω—ã—Ö –ø–æ—Ç–æ–∫–æ–≤, —á—Ç–æ –ø–æ–∑–≤–æ–ª—è–µ—Ç –∑–∞–¥–∞–≤–∞—Ç—å —Ä–∞–∑–ª–∏—á–Ω—É—é —Ç–µ–º–ø–µ—Ä–∞—Ç—É—Ä—É —Å—É—à–∫–∏ –≤ –æ—Ç–¥–µ–ª—å–Ω—ã—Ö –∑–æ–Ω–∞—Ö –∫—É–∑–æ–≤–∞. –ü–æ—Å–ª–µ —Å—É—à–∫–∏ –∫—É–∑–æ–≤ –æ–±—Ä–∞–±–∞—Ç—ã–≤–∞–µ—Ç—Å—è –≤—Ç–æ—Ä–∏—á–Ω—ã–º –≥—Ä—É–Ω—Ç–æ–º –∏ –ø–æ—Å—Ç—É–ø–∞–µ—Ç –Ω–∞ –æ–∫—Ä–∞—Å–∫—É.

05/06
–û–∫—Ä–∞—Å–∫–∞ –∏ –æ–±—Ä–∞–±–æ—Ç–∫–∞ –∫—É–∑–æ–≤–∞
–ù–∞ –ª–∏–Ω–∏–∏ –æ–∫—Ä–∞—Å–∫–∏ –∫—É–∑–æ–≤–∞ –æ–∫—Ä–∞—à–∏–≤–∞—é—Ç—Å—è –∫–∞–∫ –æ–¥–Ω–æ—Å–ª–æ–π–Ω—ã–º–∏ —Ç–∞–∫ –∏ –¥–≤—É—Å–ª–æ–π–Ω—ã–º–∏ —ç–º–∞–ª—è–º–∏ —Å –º–µ—Ç–∞–ª–ª–æ—ç—Ñ—Ñ–µ–∫—Ç–æ–º. 11 —Ä–æ–±–æ—Ç–æ–≤ –æ–∫—Ä–∞—à–∏–≤–∞—é—Ç —Å–∞–ª–æ–Ω –∫—É–∑–æ–≤–∞ —Å–Ω–∞—Ä—É–∂–∏ –∏ –∏–∑–Ω—É—Ç—Ä–∏. –ü–æ—Å–ª–µ –æ–∫—Ä–∞—Å–∫–∏ –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è –≥–µ—Ä–º–µ—Ç–∏–∑–∞—Ü–∏—è –≤–µ—Ä—Ç–∏–∫–∞–ª—å–Ω—ã—Ö —à–≤–æ–≤, –æ–±—Ä–∞–±–æ—Ç–∫–∞ —Å–∫—Ä—ã—Ç—ã—Ö –ø–æ–ª–æ—Å—Ç–µ–π –∞–Ω—Ç–∏–∫–æ—Ä—Ä–æ–∑–∏–π–Ω—ã–º–∏ –∏ –≤–æ—Å–∫–æ–≤—ã–º–∏ —Å–æ—Å—Ç–∞–≤–∞–º–∏.

06/06
–ö–æ–Ω—Ç—Ä–æ–ª—å –∫–∞—á–µ—Å—Ç–≤–∞
–ù–∞ –≤—ã—Ö–æ–¥–µ –∏–∑ —Ü–µ—Ö–∞ –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è –æ—Å–º–æ—Ç—Ä –∫—É–∑–æ–≤–∞ –∏ –ø—Ä–æ–≤–µ—Ä–∫–∞ —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏—è –∫–∞—á–µ—Å—Ç–≤–∞ –æ–∫—Ä–∞—Å–∫–∏ —ç—Ç–∞–ª–æ–Ω–Ω—ã–º –æ–±—Ä–∞–∑—Ü–∞–º.

–ò—Å–ø–æ–ª—å–∑—É–µ–º—ã–µ –º–∞—Ç–µ—Ä–∏–∞–ª—ã
–î–æ–ø—É—Å–∫—É –ª—é–±–æ–≥–æ –ª–∞–∫–æ–∫—Ä–∞—Å–æ—á–Ω–æ–≥–æ –º–∞—Ç–µ—Ä–∏–∞–ª–∞ –ø—Ä–µ–¥—à–µ—Å—Ç–≤—É–µ—Ç —Å–µ—Ä–∏—è –ª–∞–±–æ—Ä–∞—Ç–æ—Ä–Ω—ã—Ö –∏ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã—Ö –∏—Å–ø—ã—Ç–∞–Ω–∏–π –∏ —Ç–µ—Å—Ç–æ–≤. –ü–æ—Å–ª–µ –ø—Ä–æ–≤–µ–¥–µ–Ω–∏—è –∏—Å–ø—ã—Ç–∞–Ω–∏–π –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è –æ–∫—Ä–∞—Å–∫–∞ –Ω–µ—Å–∫–æ–ª—å–∫–∏—Ö –∫—É–∑–æ–≤–æ–≤, –Ω–∞ –∫–æ—Ç–æ—Ä—ã—Ö –æ—Ç—Ä–∞–±–∞—Ç—ã–≤–∞—é—Ç—Å—è –ø—Ä–æ–≥—Ä–∞–º–º—ã –¥–ª—è —Ä–æ–±–æ—Ç–æ–≤, –∏–∑–º–µ—Ä—è–µ—Ç—Å—è —Å—Ç–æ–π–∫–æ—Å—Ç—å –º–∞—Ç–µ—Ä–∏–∞–ª–∞ –∫ –≤–Ω–µ—à–Ω–µ–º—É –≤–æ–∑–¥–µ–π—Å—Ç–≤–∏—é –∏ –æ–±—Ä–∞–∑–æ–≤–∞–Ω–∏—é —Å–∫–æ–ª–æ–≤. –ë–ª–∞–≥–æ–¥–∞—Ä—è —Å–∏—Å—Ç–µ–º–µ –ø—Ä–µ–¥–≤–∞—Ä–∏—Ç–µ–ª—å–Ω–æ–≥–æ –∫–æ–Ω—Ç—Ä–æ–ª—è –≤ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ –∏—Å–ø–æ–ª—å–∑—É—é—Ç—Å—è —Ç–æ–ª—å–∫–æ —Ç–µ –º–∞—Ç–µ—Ä–∏–∞–ª—ã, –∫–æ—Ç–æ—Ä—ã–µ –æ–±–µ—Å–ø–µ—á–∏–≤–∞—é—Ç –≤—ã—Å–æ–∫–æ–µ –∫–∞—á–µ—Å—Ç–≤–æ –∏ –¥–æ–ª–≥–æ–≤–µ—á–Ω–æ—Å—Ç—å –æ–∫—Ä–∞—Å–∫–∏. –Ý–µ–∑—É–ª—å—Ç–∞—Ç—ã –∏—Å–ø—ã—Ç–∞–Ω–∏–π –≤ –∫–∞–º–µ—Ä–µ —Å–æ–ª—è–Ω–æ–≥–æ —Ç—É–º–∞–Ω–∞ (–ø–æ–∑–≤–æ–ª—è—é—Ç —Å–º–æ–¥–µ–ª–∏—Ä–æ–≤–∞—Ç—å —Ä–µ–∞–ª—å–Ω—ã–µ —É—Å–ª–æ–≤–∏—è —ç–∫—Å–ø–ª—É–∞—Ç–∞—Ü–∏–∏ –∑–∞ 16 –ª–µ—Ç) –ø–æ–∫–∞–∑–∞–ª–∏ –ø–æ–ª–Ω–æ–µ –æ—Ç—Å—É—Ç—Å—Ç–≤–∏–µ –æ—á–∞–≥–æ–≤ –∫–æ—Ä—Ä–æ–∑–∏–∏ –Ω–∞ –∫—É–∑–æ–≤–µ –Ω–æ–≤—ã—Ö –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π —Å–µ–º–µ–π—Å—Ç–≤–∞ NEXT. –ò—Å–ø—ã—Ç–∞–Ω–∏—è –ø–æ–¥—Ç–≤–µ—Ä–∂–¥–µ–Ω—ã —Å–µ—Ä—Ç–∏—Ñ–∏–∫–∞—Ç–æ–º –ì–æ—Å—É–¥–∞—Ä—Å—Ç–≤–µ–Ω–Ω–æ–≥–æ –Ω–∞—É—á–Ω–æ–≥–æ —Ü–µ–Ω—Ç—Ä–∞ –ù–ê–ú–ò
–°–ë–û–Ý–û–ß–ù–´–ô –ö–û–ù–í–ï–ô–ï–Ý
–î–ª—è –æ–ø—Ä–µ–¥–µ–ª–µ–Ω–∏—è –æ—á–µ—Ä—ë–¥–Ω–æ—Å—Ç–∏ —É—Å—Ç–∞–Ω–æ–≤–∫–∏ –º–∞—à–∏–Ω –Ω–∞ —Å–±–æ—Ä–æ—á–Ω—É—é –ª–∏–Ω–∏—é –¥–µ–π—Å—Ç–≤—É–µ—Ç –ø—Ä–∏–Ω—Ü–∏–ø «–•–µ–π–¥–∂—É–Ω–∫–∞». –û–ø—ã—Ç–Ω—ã–µ —Ç–µ—Ö–Ω–æ–ª–æ–≥–∏ –æ–ø—Ä–µ–¥–µ–ª—è—é—Ç –ø–æ—Ä—è–¥–æ–∫ —á–µ—Ä–µ–¥–æ–≤–∞–Ω–∏—è –±–æ–ª–µ–µ —Ç—Ä—É–¥–æ—ë–º–∫–∏—Ö –∏ –º–µ–Ω–µ–µ —Ç—Ä—É–¥–æ—ë–º–∫–∏—Ö –≤ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ –º–æ–¥–µ–ª–µ–π, —á—Ç–æ–±—ã –æ–±–µ—Å–ø–µ—á–∏—Ç—å –º–∞–∫—Å–∏–º–∞–ª—å–Ω–æ —Å–±–∞–ª–∞–Ω—Å–∏—Ä–æ–≤–∞–Ω–Ω—É—é —Ä–∞–±–æ—Ç—É –∫–æ–Ω–≤–µ–π–µ—Ä–∞ –Ω–∞ –≤–µ—Å—å –º–µ—Å—è—Ü. –°–±–æ—Ä–æ—á–Ω–∞—è –ª–∏–Ω–∏—è –∏–º–µ–µ—Ç –≤—ã—Å–æ–∫—É—é —Å—Ç–µ–ø–µ–Ω—å –º–µ—Ö–∞–Ω–∏–∑–∞—Ü–∏–∏.
-
520Автомобилей в смену — мощность Главного конвейера Газель
-
4–ù–∞ 4 –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ª–∏–Ω–∏—è—Ö —Å–æ–±–∏—Ä–∞—é—Ç –±–æ—Ä—Ç–æ–≤—ã–µ –∞–≤—Ç–æ–º–æ–±–∏–ª–∏, —à–∞—Å—Å–∏, —Ñ—É—Ä–≥–æ–Ω—ã, –º–∏–∫—Ä–æ–∞–≤—Ç–æ–±—É—Å—ã –∏ —Å—Ä–µ–¥–Ω–µ—Ç–æ–Ω–Ω–∞–∂–Ω—ã–µ –≥—Ä—É–∑–æ–≤–∏–∫–∏
-
220 мин.Среднее время сборки 1 автомобиля «ГАЗель NEXT»
–ü–Ý–û–¶–ï–°–°
01/06
–ó–∞ 2 –Ω–µ–¥–µ–ª–∏ –¥–æ –Ω–∞—á–∞–ª–∞ –æ—á–µ—Ä–µ–¥–Ω–æ–≥–æ –º–µ—Å—è—Ü–∞ –Ω–∞ –ì–ª–∞–≤–Ω—ã–π –∫–æ–Ω–≤–µ–π–µ—Ä –ì–∞–∑–µ–ª—å –ø—Ä–∏—Ö–æ–¥–∏—Ç –∂–µ—Å—Ç–∫–∞—è «–∑–∞–∫–ª–∞–¥–∫–∞», –æ–ø—Ä–µ–¥–µ–ª—è—é—â–∞—è, –∫–∞–∫–∏–µ –º–æ–¥–µ–ª–∏ –∏ –≤ –∫–∞–∫–æ–π –ø–æ—Å–ª–µ–¥–æ–≤–∞—Ç–µ–ª—å–Ω–æ—Å—Ç–∏ –±—É–¥—É—Ç —Å–æ–±–∏—Ä–∞—Ç—å—Å—è –Ω–∞ –∫–æ–Ω–≤–µ–π–µ—Ä–µ. –¢–∞–∫—É—é –∂–µ «–∑–∞–∫–ª–∞–¥–∫—É» –ø–æ–ª—É—á–∞—é—Ç –∏ –ø–æ—Å—Ç–∞–≤—â–∏–∫–∏. –≠—Ç–æ –ø–æ–∑–≤–æ–ª—è–µ—Ç –æ–ø—Ä–µ–¥–µ–ª–∏—Ç—å, —Å–∫–æ–ª—å–∫–æ –¥–µ—Ç–∞–ª–µ–π –∏ –≤ –∫–∞–∫–æ–µ –≤—Ä–µ–º—è –Ω—É–∂–Ω–æ –ø–æ—Å—Ç–∞–≤–∏—Ç—å –Ω–∞ –∫–∞–∂–¥—ã–π —É—á–∞—Å—Ç–æ–∫ –∫–æ–Ω–≤–µ–π–µ—Ä–∞

02/06
–ù–∞ —Å–±–æ—Ä–æ—á–Ω—É—é –ª–∏–Ω–∏—é –ø–æ—Å—Ç—É–ø–∞–µ—Ç —Ä–∞–º–∞, –Ω–∞ –∫–æ—Ç–æ—Ä—É—é —É—Å—Ç–∞–Ω–∞–≤–ª–∏–≤–∞—é—Ç—Å—è –≤—Å–µ–≤–æ–∑–º–æ–∂–Ω—ã–µ –∞–≥—Ä–µ–≥–∞—Ç—ã: –ø–µ—Ä–µ–¥–Ω–∏–π –∏ –∑–∞–¥–Ω–∏–π –º–æ—Å—Ç—ã, —Ç–æ–ø–ª–∏–≤–Ω—ã–π –±–∞–∫ –∏ —Ç—Ä—É–±–∫–∏, –∂–≥—É—Ç—ã –ø—Ä–æ–≤–æ–¥–æ–≤.

03/06
–ü–∞—Ä–∞–ª–ª–µ–ª—å–Ω–æ –∏–¥—ë—Ç –ø–æ–¥—Å–±–æ—Ä–∫–∞ –∫—É–∑–æ–≤–∞ –∏–ª–∏ –∫–∞–±–∏–Ω—ã. –ü—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ —ç–ª–µ–∫—Ç—Ä–æ–æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏—è, –ø–∞–Ω–µ–ª–∏ –ø—Ä–∏–±–æ—Ä–æ–≤, –æ—Ç–æ–ø–∏—Ç–µ–ª—è, –¥–µ—Ç–∞–ª–µ–π –∏–Ω—Ç–µ—Ä—å–µ—Ä–∞ –∏ —Å–±–æ—Ä–∫–∞ –º–æ—Ç–æ—Ä–Ω–æ–≥–æ –æ—Ç—Å–µ–∫–∞.

04/06
–°–æ–±—Ä–∞–Ω–Ω—ã–µ –∫–∞–±–∏–Ω—ã –∏–ª–∏ –∫—É–∑–æ–≤–∞ –∑–∞—Ö–≤–∞—Ç—ã–≤–∞—é—Ç—Å—è —Å–ø–µ—Ü–∏–∞–ª—å–Ω—ã–º –ø–æ–¥—ä—ë–º–Ω—ã–º —É—Å—Ç—Ä–æ–π—Å—Ç–≤–æ–º –∏ —Å—Ç–∞–≤—è—Ç—Å—è –Ω–∞ —Ä–∞–º—É. –≠—Ç–∞ –æ–ø–µ—Ä–∞—Ü–∏—è –Ω–∞–∑—ã–≤–∞–µ—Ç—Å—è «—Å–≤–∞–¥—å–±–∞». –ò–º–µ–Ω–Ω–æ –≤ —ç—Ç–æ—Ç –º–æ–º–µ–Ω—Ç –º–∞—à–∏–Ω–∞ –ø—Ä–∏–æ–±—Ä–µ—Ç–∞–µ—Ç –æ–±–ª–∏–∫ –∑–∞–∫–æ–Ω—á–µ–Ω–Ω–æ–≥–æ –∞–≤—Ç–æ–º–æ–±–∏–ª—è. –í—Å–ª–µ–¥ –∑–∞ —ç—Ç–∏–º –ø—Ä–æ–∏–∑–≤–æ–¥–∏—Ç—Å—è —É—Å—Ç–∞–Ω–æ–≤–∫–∞ —Ñ–∞—Ä, –ø–µ—Ä–µ–¥–Ω–µ–≥–æ –±–∞–º–ø–µ—Ä–∞, –≥—Ä—É–∑–æ–≤–æ–π –ø–ª–∞—Ç—Ñ–æ—Ä–º—ã.

05/06
–í —Å–±–æ—Ä–æ—á–Ω—ã–π –ø—Ä–æ—Ü–µ—Å—Å –≤—Å—Ç—Ä–æ–µ–Ω—ã 7 –∫–æ–Ω—Ç—Ä–æ–ª—å–Ω—ã—Ö —Ç–æ—á–µ–∫. –ó–¥–µ—Å—å –∫–æ–Ω—Ç—Ä–æ–ª—ë—Ä—ã –∫–∞—á–µ—Å—Ç–≤–∞ –ø—Ä–æ–≤–µ—Ä—è—é—Ç —Å–æ–æ—Ç–≤–µ—Ç—Å—Ç–≤–∏–µ –≤—Å–µ—Ö —Ä–∞–±–æ—Ç –∫–æ–Ω—Å—Ç—Ä—É–∫—Ç–æ—Ä—Å–∫–æ–π –¥–æ–∫—É–º–µ–Ω—Ç–∞—Ü–∏–∏. –ù–∞–ø—Ä–∏–º–µ—Ä, –ø–µ—Ä–µ–¥ «–ø–æ—Å–∞–¥–∫–æ–π» –∫–∞–±–∏–Ω—ã –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É—é—Ç—Å—è –≤—Å–µ —Å–æ–µ–¥–∏–Ω–µ–Ω–∏—è, –¥–æ—Å—Ç—É–ø –∫ –∫–æ—Ç–æ—Ä—ã–º –±—É–¥–µ—Ç –≤–ø–æ—Å–ª–µ–¥—Å—Ç–≤–∏–∏ –∑–∞—Ç—Ä—É–¥–Ω–µ–Ω.

06/06
–ü–æ—Å–ª–µ —Å—Ö–æ–¥–∞ —Å –∫–æ–Ω–≤–µ–π–µ—Ä–∞ –º–∞—à–∏–Ω–∞ –ø—Ä–æ—Ö–æ–¥–∏—Ç –æ–±–∫–∞—Ç–∫—É –Ω–∞ —Å–ø–µ—Ü–∏–∞–ª–∏–∑–∏—Ä–æ–≤–∞–Ω–Ω—ã—Ö —Å—Ç–µ–Ω–¥–∞—Ö. –ü—Ä–æ–≤–µ—Ä—è—é—Ç—Å—è —Ä–∞–±–æ—Ç–∞ –¥–≤–∏–≥–∞—Ç–µ–ª—è –∏ —ç–ª–µ–∫—Ç—Ä–æ–æ–±–æ—Ä—É–¥–æ–≤–∞–Ω–∏—è, —Ä—É–ª–µ–≤–æ–π —Å–∏—Å—Ç–µ–º—ã, —Ç–æ—Ä–º–æ–∑–Ω–æ–µ —É—Å–∏–ª–∏–µ, —É—Ä–æ–≤–µ–Ω—å –≤—ã—Ö–ª–æ–ø–∞, –≤–µ–ª–∏—á–∏–Ω–∞ –∑–∞–∑–æ—Ä–æ–≤ –∏ –∫–∞—á–µ—Å—Ç–≤–æ –ª–∞–∫–æ–∫—Ä–∞—Å–æ—á–Ω–æ–≥–æ –ø–æ–∫—Ä—ã—Ç–∏—è, —Ä–µ–≥—É–ª–∏—Ä—É–µ—Ç—Å—è —Å–≤–µ—Ç —Ñ–∞—Ä. –ó–∞–≤–µ—Ä—à–∞–µ—Ç –ø—Ä–æ—Ü–µ—Å—Å –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞ –∞–≤—Ç–æ–º–æ–±–∏–ª—è —Ç–µ—Å—Ç –Ω–∞ –≥–µ—Ä–º–µ—Ç–∏—á–Ω–æ—Å—Ç—å, –∫–æ—Ç–æ—Ä—ã–π –ø—Ä–æ—Ö–æ–¥–∏—Ç –≤ —Å–ø–µ—Ü–∏–∞–ª—å–Ω–æ–π –≤–æ–¥—è–Ω–æ–π –∫–∞–º–µ—Ä–µ.

—Å —á–µ–≥–æ –Ω–∞—á–∏–Ω–∞–µ—Ç—Å—è —Å–æ–∑–¥–∞–Ω–∏–µ —Å–∏—Å—Ç–µ–º—ã
—É–ø—Ä–∞–≤–ª–µ–Ω–∏—è –∫–∞—á–µ—Å—Ç–≤–æ–º?
-
1 —ç—Ç–∞–ø–ü–æ–ª—É—á–µ–Ω–∏–µ –¥–æ—Å—Ç–æ–≤–µ—Ä–Ω–æ–π —Å—Ç–∞—Ç–∏—Å—Ç–∏–∫–∏ –ø–æ –∫–∞—á–µ—Å—Ç–≤—É (–ø–æ–ª—É—á–µ–Ω–∏–µ –ø–æ–ª–Ω–æ–π –∏–Ω—Ñ–æ—Ä–º–∞—Ü–∏–∏ –ø–æ –¥–µ—Ñ–µ–∫—Ç–∞–º –æ—Ç –ø–æ—Ç—Ä–µ–±–∏—Ç–µ–ª–µ–π –∏ –¥–∏–ª–µ—Ä–æ–≤, —Å–æ–∑–¥–∞–Ω–∏–µ –∞–≤—Ç–æ–º–∞—Ç–∏–∑–∏—Ä–æ–≤–∞–Ω–Ω–æ–π –∏ –æ–ø–µ—Ä–∞—Ç–∏–≤–Ω–æ–π —Å–∏—Å—Ç–µ–º—ã —É—á—ë—Ç–∞ –æ–±—Ä–∞—â–µ–Ω–∏–π –ø–æ –≥–∞—Ä–∞–Ω—Ç–∏–∏).
-
2 —ç—Ç–∞–ø–°–æ–∑–¥–∞–Ω–∏–µ —Å–∏—Å—Ç–µ–º—ã –≤—ã–±–æ—Ä–∞ –∏ –æ–¥–æ–±—Ä–µ–Ω–∏—è –ø–æ—Å—Ç–∞–≤—â–∏–∫–æ–≤ –∫–æ–º–ø–ª–µ–∫—Ç—É—é—â–∏—Ö, –≤ –∫–æ—Ç–æ—Ä–æ–π –∫–ª—é—á–µ–≤—É—é —Ä–æ–ª—å –∏–≥—Ä–∞–µ—Ç –∏—Ö —Å–ø–æ—Å–æ–±–Ω–æ—Å—Ç—å –æ–±–µ—Å–ø–µ—á–∏—Ç—å —Å—Ç–∞–±–∏–ª—å–Ω–æ—Å—Ç—å –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ø—Ä–æ—Ü–µ—Å—Å–æ–≤ –∏ –∫–∞—á–µ—Å—Ç–≤–æ –ø–æ—Å—Ç–∞–≤–ª—è–µ–º–æ–π –ø—Ä–æ–¥—É–∫—Ü–∏–∏.
-
3 —ç—Ç–∞–ø–í—Å—Ç—Ä–∞–∏–≤–∞–Ω–∏–µ –∫–æ–Ω—Ç—Ä–æ–ª—è –∫–∞—á–µ—Å—Ç–≤–∞ –≤ –ø—Ä–æ—Ü–µ—Å—Å –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–∞.
–°–ï–Ý–¢–ò–§–ò–ö–ê–¢–´ –°–û–û–¢–í–ï–¢–°–¢–í–ò–Ø


–≠–õ–ï–ú–ï–ù–¢–´ –°–ò–°–¢–ï–ú–´ –£–ü–Ý–ê–í–õ–ï–ù–ò–Ø –ö–ê–ß–ï–°–¢–í–û–ú
01/09
–û—Ü–µ–Ω–∫–∞ –ø—Ä–æ–¥—É–∫—Ç–æ–≤ –≥–ª–∞–∑–∞–º–∏ –ø–æ—Ç—Ä–µ–±–∏—Ç–µ–ª—è CSA (customer satisfaction audit)
Аудиторы CSA обучены вести себя именно так, как ведут себя клиенты. Они проверяют стыки панелей, качество лакокрасочного покрытия, заглядывают под капот, проводят небольшой тест-драйв. Если аудитор «не купит» свежесобранную машину, то ее не купит и реальный клиент! Эту систему оценки распространили и на сваренные и окрашенные кузова и кабины еще до начала сборки машины.

02/09
–ì–∞—Ä–∞–Ω—Ç–∏–π–Ω–∞—è –ø–æ–ª–∏—Ç–∏–∫–∞
–í–Ω–µ–¥—Ä–µ–Ω–∞ –ø—Ä–æ–≥—Ä–∞–º–º–∞ –æ–±—É—á–µ–Ω–∏—è —Å–æ—Ç—Ä—É–¥–Ω–∏–∫–æ–≤ —Å–µ—Ä–≤–∏—Å–∞ —Å –æ–±—è–∑–∞—Ç–µ–ª—å–Ω–æ–π —Å–µ—Ä—Ç–∏—Ñ–∏–∫–∞—Ü–∏–µ–π. –ò–Ω–∂–µ–Ω–µ—Ä—ã –ø–æ –≥–∞—Ä–∞–Ω—Ç–∏–∏ —É–ø–æ–ª–Ω–æ–º–æ—á–µ–Ω—ã –ø—Ä–∏–Ω–∏–º–∞—Ç—å –æ–ø–µ—Ä–∞—Ç–∏–≤–Ω—ã–µ —Ä–µ—à–µ–Ω–∏—è –ø–æ –∫–ª–∞—Å—Å–∏—Ñ–∏–∫–∞—Ü–∏–∏ –ø–æ–ª–æ–º–æ–∫, –∏ –ø—Ä–æ–≤–µ–¥–µ–Ω–∏—é —Å–µ—Ä–≤–∏—Å–Ω—ã—Ö —Ä–∞–±–æ—Ç, –Ω–µ –¥–æ–∂–∏–¥–∞—è—Å—å —Ä–µ—à–µ–Ω–∏–π –æ—Ç –∑–∞–≤–æ–¥–∞. –û–±–µ—Å–ø–µ—á–µ–Ω–æ —Å–æ–ø—Ä–æ–≤–æ–∂–¥–µ–Ω–∏–µ –ø—Ä–æ—Ü–µ—Å—Å–∞ —Ä–µ–º–æ–Ω—Ç–∞ on-line –∫–æ–Ω—Å—É–ª—å—Ç–∞—Ü–∏—è–º–∏ –æ—Ç –∑–∞–≤–æ–¥–∞-–∏–∑–≥–æ—Ç–æ–≤–∏—Ç–µ–ª—è.

03/09
–ü—Ä–æ—Ü–µ—Å—Å –ø–æ–ª—É—á–µ–Ω–∏—è –æ–±—Ä–∞—Ç–Ω–æ–π —Å–≤—è–∑–∏ –ø–æ –≥–∞—Ä–∞–Ω—Ç–∏–∏
–ö–ª—é—á–µ–≤–æ–π –ø—Ä–æ—Ü–µ—Å—Å –≤ —Ä–∞–±–æ—Ç–µ –∫–æ–º–ø–∞–Ω–∏–∏. –≠—Ç–æ –∏–Ω—Ñ–æ—Ä–º–∞—Ü–∏—è –∏—Å–ø–æ–ª—å–∑—É–µ—Ç—Å—è –¥–ª—è –ø–æ—Å—Ç–æ—è–Ω–Ω–æ–≥–æ —Å–æ–≤–µ—Ä—à–µ–Ω—Å—Ç–≤–æ–≤–∞–Ω–∏—è –∞–≤—Ç–æ–º–æ–±–∏–ª–µ–π, –≤–Ω–µ—Å–µ–Ω–∏—è –∏–∑–º–µ–Ω–µ–Ω–∏–π –∏ —Å–æ–∑–¥–∞–Ω–∏—è –Ω–æ–≤—ã—Ö –ø—Ä–æ–¥—É–∫—Ç–æ–≤.

04/09
Клиентская служба «Газель»
Служба работает круглосуточно, обрабатывая более 35 тысяч обращений в год. Горячая линия «Газель» помогает собирать информацию на рынке обо всех неполадках и об уровне сервисного обслуживания. В течение 24 часов эта информация поступает на завод для анализа или оперативного принятия решений. Кроме того, клиент может заполнить анкету на сайте azgaz.ru и предложить улучшения. За несколько лет 23 тысячи автовладельцев высказали свои предложения - от изменения цветовой гаммы до внедрения специальных опций.
Информация о новых моделях, еще не запущенных в серийное производство, идет прямо с дорог – машины направляют на тестирование десяткам клиентам, которые передают сведения о ходе эксплуатации в режиме on-line. За каждым таким «испытателем» закреплен персональный куратор.
Информация о новых моделях, еще не запущенных в серийное производство, идет прямо с дорог – машины направляют на тестирование десяткам клиентам, которые передают сведения о ходе эксплуатации в режиме on-line. За каждым таким «испытателем» закреплен персональный куратор.

05/09
–Ý–∞–∑—Ä–∞–±–æ—Ç–∫–∞ –Ω–æ–≤—ã—Ö –ø—Ä–æ–¥—É–∫—Ç–æ–≤ –≤–µ–¥—ë—Ç—Å—è –ø–æ —Å–∏—Å—Ç–µ–º–µ ¬´–í–æ—Ä–æ—Ç–∞ –∫–∞—á–µ—Å—Ç–≤–∞¬ª (PPDS)
Если раньше конструкторы действовали изолированно, то сейчас на каждом из этапов разработки («ворот качества») проектная группа включает всех специалистов - конструкторов, специалистов производственного инжиниринга, технологов, специалистов по Производственной системе и управлению качеством.
–°–∏—Å—Ç–µ–º–∞ PPDS - —ç—Ç–æ –Ω–æ–≤–∞—è —à–∫–æ–ª–∞ —Å–æ–∑–¥–∞–Ω–∏—è –ø—Ä–æ–¥—É–∫—Ç–∞, –∫–æ—Ç–æ—Ä–∞—è –ø–æ–ª–Ω–æ—Å—Ç—å—é –æ—Ç—Ç–∞–ª–∫–∏–≤–∞–µ—Ç—Å—è –æ—Ç —Ç—Ä–µ–±–æ–≤–∞–Ω–∏–π —Ä—ã–Ω–∫–∞: —Å–Ω–∞—á–∞–ª–∞ –≤—ã—è—Å–Ω—è–µ–º —É –ø–æ–∫—É–ø–∞—Ç–µ–ª—è, –∫–∞–∫–∏–º–∏ —Ñ—É–Ω–∫—Ü–∏—è–º–∏ –¥–æ–ª–∂–µ–Ω –æ–±–ª–∞–¥–∞—Ç—å –±—É–¥—É—â–∏–π –∞–≤—Ç–æ–º–æ–±–∏–ª—å, –∏ —Ç–æ–ª—å–∫–æ –ø–æ—Ç–æ–º —Å–æ–∑–¥–∞–µ–º –µ–≥–æ, –∫–æ–Ω—Ç—Ä–æ–ª–∏—Ä—É—è –Ω–∞ –∫–∞–∂–¥–æ–º —ç—Ç–∞–ø–µ –ø—Ä–æ–µ–∫—Ç–∏—Ä–æ–≤–∞–Ω–∏—è –∫–∞—á–µ—Å—Ç–≤–æ –∏ —Å–µ–±–µ—Å—Ç–æ–∏–º–æ—Å—Ç—å, –ø—Ä–æ–≤–æ–¥—è –∫–æ–º–ø–ª–µ–∫—Å–Ω—ã–µ –∏—Å–ø—ã—Ç–∞–Ω–∏—è –º–∞—à–∏–Ω—ã.

06/09
–°–æ–∑–¥–∞–Ω–∏–µ –∏ –≤—ã–≤–æ–¥ –Ω–∞ —Ä—ã–Ω–æ–∫ –Ω–æ–≤–∏–Ω–æ–∫
За последние 5 лет этот процесс резко ускорился. При этом уже в концепцию продукта закладывается такая важная для клиента характеристика, как стоимость владения автомобилем. По данным «Автостата», первый владелец «Газели» эксплуатирует ее 63 месяца, второй владелец эксплуатирует 58 месяцев. То есть машина служит 10 лет. У иномарок первый владелец эксплуатирует авто 33 месяцев, второй – 27. То есть машина служит только 5 лет. Это много говорит о стоимости обслуживания. На российском рынке в сегменте LCV присутствуют все мировые бренды. Но стоимость владения, потребительские качества, функциональность приводят к тому, что клиенты выбирают наш автомобиль.

07/09
–ü–æ—Å—Ç–∞–≤–∫–∞ –∫–æ–º–ø–ª–µ–∫—Ç—É—é—â–∏—Ö: –æ—Ç –∑–∞–∫—É–ø–∫–∏ –ø—Ä–æ–¥—É–∫—Ç–æ–≤ –∫ –∑–∞–∫—É–ø–∫–µ –∫–∞—á–µ—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ø—Ä–æ—Ü–µ—Å—Å–æ–≤
–ü–æ—Å—Ç–∞–≤—â–∏–∫—É –º–∞–ª–æ –ø—Ä–æ–¥–µ–º–æ–Ω—Å—Ç—Ä–∏—Ä–æ–≤–∞—Ç—å –Ω–∞–¥–ª–µ–∂–∞—â–µ–µ –∫–∞—á–µ—Å—Ç–≤–æ —Ç–æ–≤–∞—Ä–Ω–æ–π –ø–∞—Ä—Ç–∏–∏ –¥–µ—Ç–∞–ª–µ–π. –ù—É–∂–Ω–æ –ø–æ–∫–∞–∑–∞—Ç—å, —á—Ç–æ –µ–≥–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã–µ –ø—Ä–æ—Ü–µ—Å—Å—ã –ø–æ—Å—Ç—Ä–æ–µ–Ω—ã —Ç–∞–∫–∏–º –æ–±—Ä–∞–∑–æ–º, —á—Ç–æ–±—ã –≥–∞—Ä–∞–Ω—Ç–∏—Ä–æ–≤–∞—Ç—å –∫–∞—á–µ—Å—Ç–≤–æ –ø–æ—Å—Ç–æ—è–Ω–Ω–æ.
08/09
Грамотно спланированное производство – благодатная почва для внедрения и постоянного обновления инструментов обеспечения качества:
Стандарты качества на основе требований к продукту, унифицированные показатели качества, оперативная обратная связь, цепочка помощи по проблемам в производстве, эффективная система мотивации персонал – все эти инструменты позволяют постоянно совершенствовать выпускаемую продукцию. Особое внимание приковано к предупреждению ошибок. Примером использования методики является принцип «четырех глаз», когда прямо на конвейере оператор на последующей операции проследит за качеством работы предыдущего.
При построении системы качества применяются все элементы Производственной системы, чтобы рабочие места были стандартизированными, процессы – удобными для операторов, потери – минимальными.

09/09
–ö–∞—á–µ—Å—Ç–≤–æ –ø—Ä–æ–∏–∑–≤–æ–¥—Å—Ç–≤–µ–Ω–Ω—ã—Ö –ø—Ä–æ—Ü–µ—Å—Å–æ–≤
Если не будет отклонений в операциях, то не будет дефектов и в конечном продукте. В 2017 году дополнительно к существующим инструментам качества, в цехе сборки автомобилей «Газель» внедрен новый стандарт аудита производственных процессов VDA 6.3., разработанный Союзом автомобилестроения Германии. Стандарт применим для процессов любого этапа жизненного цикла автомобиля: от планирования и разработки новых моделей до производства и послепродажного обслуживания


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}